
首页 / 应用
微化工解决方案
描述
杭州微控在微反应系统开发、设计领域处于领先地位,同时在微反应芯片扩散焊接领域也处于高端技术领先地位。杭州微控的微反应系统在节能、环保、效率、空间、安全等方面有着卓越的优势,是传统化工换热设备、反应设备不可或缺的升级替代产品。杭州微控专注于化工工艺开发与工业连续化设备系统,主要服务于国内外的医药、染料、农药、环保、纳米工业、石油化工等企业的研发和生产项目,帮助客户开发和改善工艺,实现更安全,更环保,更高效的工业化生产。微化工技术的核心是微通道反应器。与传统化工工艺相比,微化工技术最重要的是研究开发适合于微反应系统的反应器和快速反应工艺条件。

微反应成套装置
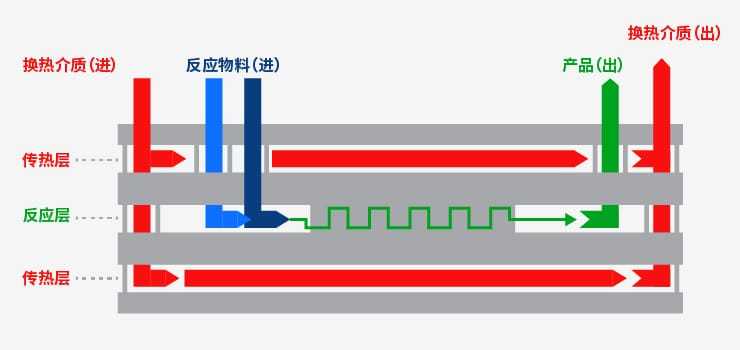
由进料、预热、反应、产物、温控及数据采模块组成,通过反应器、混合器、换热器的合理组合,可实现连续化、小型化、智能化生产。
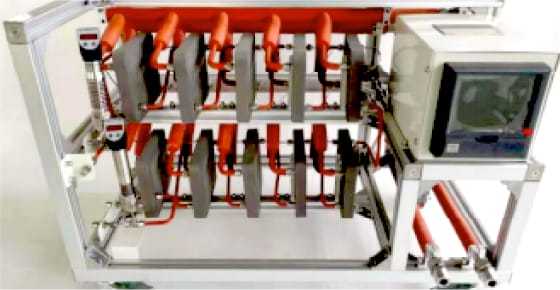
微反工业化装置
可根据现场条件及具体需求对进料系统、反应系统、温控系统及仪表自控系统进行独立或组合式撬块设计,具有布置灵活、安装简便快捷等优势。撬块可独立实现自控,也可接入客户DCS系统,与上下游装置联动。

连续流微反应系统用微反应器、微混合器、微换热器
以微反应器为核心器件的连续流生产装置替换传统釜式反应装置,主要应用在以下3大领域:
1、传统化工技术升级,主要集中在石油化工、医药、农药、染料、火(炸)药等领域,主要包括磺化、硝化、直接氟化、氧化、过氧化、酰胺化、重氮化等各类强放热和易燃易爆的气—液和液—液反应过程。
2、国家安全领域,主要涉及化学激光器微型化、核燃料高效处理、特种材料的安全生产等。
3、纳米材料合成领域

传统化工厂(反应釜)年产7000吨农药中间体生产厂房建筑面积约300㎡

杭州微控研制的微反应器集成设备占地面积仅约35㎡, 设备高度不超过2m
500T全氟己酮项目
该项目从启动到落地,用时一年,其工业化数据和小试数据吻合度接近99%,基本无放大效应。车间人数由8人减少至3人,节省大量人力成本。

山东某企业医药中间体
该企业产品有硝化、加氢、叠氮化三步反应,因涉及多种危险化工工艺,按要求需采用连续流合成工艺。该企业采用杭州微控微通道反应器后,全流程均为连续化生产,并采用DCS系统自动控制,实现了本质安全。

扬农化工宁夏公司
扬农化工原配置年产5000吨农药中间体生产装置,设备多、占地面积大,更换为杭州微控微化工反应系统后,占地面积仅23㎡,反应时间缩短到10秒内,收率提高8%。

服务热线
187 5820 8828
(微信同号)
